Welcome to Anhui XinNing Equipment CO.,Ltd
Welcome to Anhui XinNing Equipment CO.,Ltd
We own the advanced Die casting manufacturing technology and provide high quality of Constant-temperature Casting Machine. Quality Suppliers, Featured Products!
I. Overview
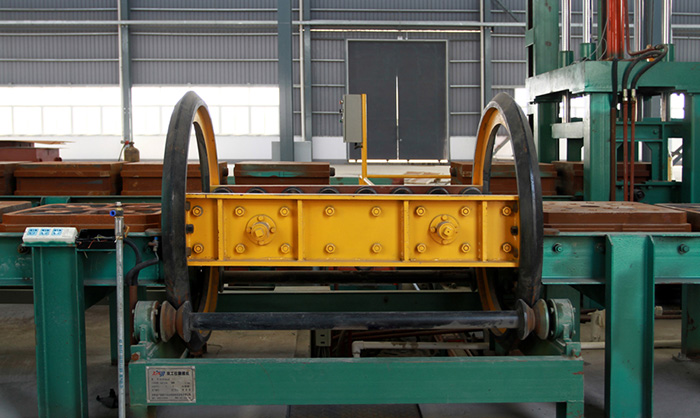
By conversing electrics into thermal energy, the equipment is used to maintain the metal liquid in constant temperature (commonly known as holding furnace or casting machine). It is widely applied to smelting, forging, and casting. According to the properties of a specific product, isothermal casting can be conducted in the specified melting temperature, so as to guarantee the product quality; it can be used in fixed-point or unfixed-point casting; it can also be used in continuous or intermittent casting; it is especially suitable to the production operation of casting line, for its advantages in greatly fastening casting speed and improving the quality of forging product and etc.
II. Configuration
| Furnace framework (flat car) | 1 pc/ set |
| Furnace body | 1 set |
| Furnace lid | 1 pc |
| Operating device | 1 set |
| Power supply control cabinet | 1 set |
| Ground rack | 1 set |
| 1:72 reducer | 3 pcs |
III. Technical Parameters
1. Specification of power (300kw)
| A | 1 Ton |
| B | 1.2 Tons |
| C | 1.5 Tons |
2. Input voltage 400v Output voltage 800v working voltage frequency 500hz
3. Displacement distance of the whole machine X-direction 3~4.m Z-direction 1.4m
4. Casting height (distance from sprue to the mold-filling box): 60~200mm (in the Y direction)
IV. Operating Instructions:
1. For furnace repair, it is feasible to refer to the intermediate-frequency furnace; after a repair, the furnace shall be baked to dry by ladle dryer.
2. Prepare relevant auxiliary facilities and tools for casting in advance, such as buffer pallet; conduct routine pre-booting check: whether the lubrication, operation, and the power supply are normal; clamp the plug rod in place.
3. Startup the water-cooling circulation system, turn on the power supply, and the iron liquid flows into the constant-temperature furnace from tundish. Then cover the furnace lid and start-up and heat the furnace to the set temperature.
4. Adjust the flat car to align the sprue with the mold-filling box and then commission the pull rod to align the casting position until it is aligned to the correct place, and then carry out the normal casting.
5. After casting, lift away the furnace lid, and conduct water cooling over the furnace; when the temperature of the furnace is cooled down to about 80℃, stop flushing and just let the furnace cool itself down.
6. Clean the furnace pit.
7. Keep water circulation running for 3 hours.